
搜索
|

新能源汽車電池包防火涂料應用研究
欄目:行業新聞
發布時間:2022-07-22
分享到:
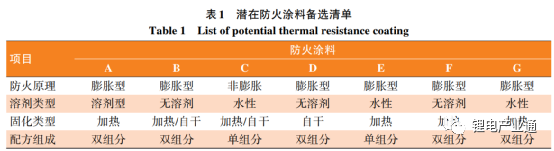
汽車行業是國家的支柱產業,中國汽車行業年產銷量已連續多年雄踞全球第一,同時汽車也是石油消耗和溫室氣體排放的主要因素。
汽車行業是國家的支柱產業,中國汽車行業年產銷量已連續多年雄踞全球第一,同時汽車也是石油消耗和溫室氣體排放的主要因素。基于能源安全和溫室氣體減排目標的要求,國家不斷出臺鼓勵新能源汽車的發展政策,傳統車企的新能源車型及新能源整車企業如雨后春筍般浮現。2019 年,中國國內共銷售了 120. 6 萬輛新能源汽車,其中純電動汽車 97. 2 萬輛,插電式混動23. 2 萬輛(汽車信息網發布中汽協數據),連續五年成為世界新能源汽車產銷量第一大國。

圖 1 某新能源汽車電池盒隔熱氈
百格法附著力測試結果如圖2 所示

圖 2 百格法附著力測試結果
圖 3 密封膠附著力實驗圖片
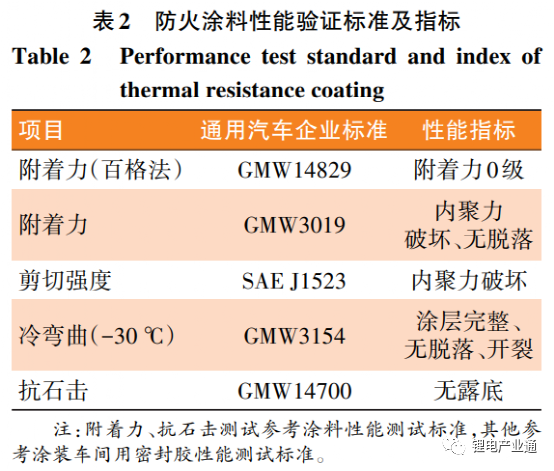
測試剪切性能時,將涂料及試板做成如圖 4 所示,然后拉動左右側試板以檢測涂層的抗剪切性能,經檢測涂層的剪切力均符合表2 的性能指標要求。
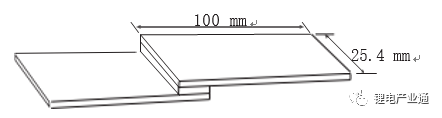
圖 4 剪切強度實驗板
涂層冷彎曲測試結果如圖5 所示
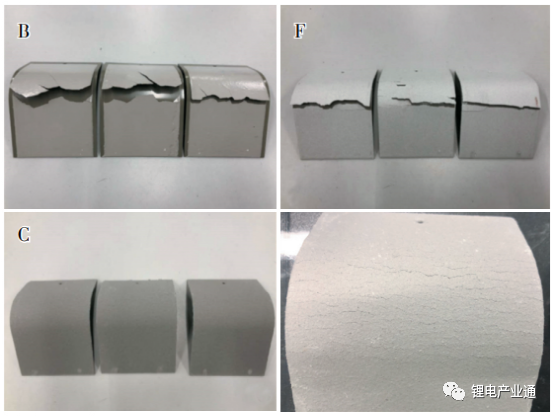
圖 5 冷彎曲實驗狀態
抗石擊實驗測試結果如圖6 所示
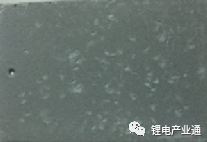
圖 6 抗石擊實驗狀態
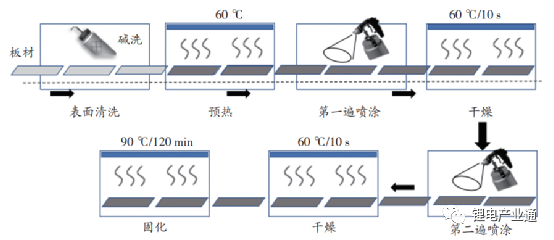
圖 7 施工工藝
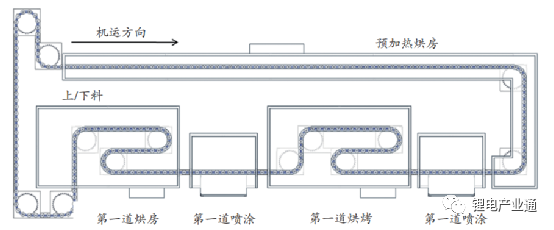
圖 8 施工線布局
上一篇:
動力電池結構之爭:CTP VS CTC
下一篇:
別不信,海洋塑料廢棄物也是可造之“材”!

|
|




深圳市明榮化工有限公司 版權所有 Copyright?2020 All rights reserved